Ничто не вечно под луной…
Рано или поздно наступает кирдык таким казалось бы "вечным" узлам, как коленвал М-72. Но отчаиваться не стоит, не смотря даже на то, что выпуск М-72, а затем и К-750 прекратился в 70 каком-то лохматом году. Ремкомплекты в виде шатуна, шатунного пальца, сепаратора и роликов никогда в продажу и не поступали. Беде можно помочь. Коленвал поддаётся ремонту практически с любой степенью износа или повреждений. Задача облегчается тем, что сейчас повально заводы простаивают и работяги охотно берут заказы. Правда, тут есть множество "подводных камней": необходимо точно сформулировать задачу и после выполнения заказа обязательно проверить соблюдение размеров, допусков, убедиться в твёрдости детали после термички.
Для ремонта коленвалов необходимо наличие минимального комплекта оборудования и приспособлений:
а) пресса для разборки-сборки;
б) набора опорных гильз и пластин для каждого типа коленвала;
в) оправок для разборки-сборки;
г) мерительного инструмента для обмера деталей коленвала
д) биенемерного станка;
Перед разборкой коленвала щёки необходимо пометить каким-либо образом, например кернением, чтобы впоследствии, при сборке, их не перепутать, снять оба маслоуловителя, так как они не позволяют разобрать коленвал, и обязательно их очистить скребком от смолистого осадка, который со временем собирается во внутренней полости.
Распрессовка коленвала.
В начале снимаются наружные щеки. Коленвал одевается на опорную пластину так, чтобы технологические выступы ложились в соответствующие углубления,
Пальцы выпрессовываются с помощью оправки вставленной в отверстие, таким образом достигается гарантия ее ориентации вдоль оси пальца.
 Шатунные пальцы выпрессовываются из центральной щеки в сторону наружной щеки. Подобным образом, применяя соответствующие оправки, выпрессовываются из шатуна втулки поршневых пальцев. Шатунные пальцы выпрессовываются из центральной щеки в сторону наружной щеки. Подобным образом, применяя соответствующие оправки, выпрессовываются из шатуна втулки поршневых пальцев.
Дефектовка деталей коленвала
В первую очередь следует проверить биение наружных центров цапф. Допустимое биение 0.02 мм на расстоянии 1,5…2,0 мм от края цапфы. Уменьшить биение можно снятием части металла с центрирующей фаски в точке наибольшего отклонения стрелки индикатора с помощью небольшого абразивного бруска заточенного под углом 60 градусов на длине 15…20 мм. Для этой операции используется биениемер.
Верхние бронзовые втулки и шатунные пальцы можно сразу выбросить, так как они в любом случае ремонту не подлежат.
На внутренней образующей нижних головок шатунов не должно быть видимых раковин, а тем более трещин. Обмеры нижних головок шатунов проводятся нутромером настроенным по концевым мерам на размер 50 мм (именно таков номинальный диаметр отверстия шатунов М-72 , К-750, "Урал").Отверстия хорошо поработавших шатунов, как правило, овальные, причём большая ось овала лежит вдоль оси стержня шатуна. Разжимной притир с притирочной пастой позволяет в гаражных условиях достаточно легко устранить все дефекты геометрии. Притир разжимается с таким расчётом,
 чтобы шатун вращался вокруг него с небольшим трением. Вращая шатун необходимо стремиться к тому, чтобы стержень шатуна постоянно был перпендикулярен оси притира. В течении притирания следует контролировать геометрию отверстия, а при достижении цилиндрической формы и отсутствии местных дефектов процесс притирки можно считать законченным. Диаметр отверстий обоих шатунов не должен отличаться более чем на 0.01мм. Не следует бояться снижения твёрдости, так как обычно диаметр увеличивается на 0,2 мм, а глубина цементованного слоя достигает 1…1,5 мм. чтобы шатун вращался вокруг него с небольшим трением. Вращая шатун необходимо стремиться к тому, чтобы стержень шатуна постоянно был перпендикулярен оси притира. В течении притирания следует контролировать геометрию отверстия, а при достижении цилиндрической формы и отсутствии местных дефектов процесс притирки можно считать законченным. Диаметр отверстий обоих шатунов не должен отличаться более чем на 0.01мм. Не следует бояться снижения твёрдости, так как обычно диаметр увеличивается на 0,2 мм, а глубина цементованного слоя достигает 1…1,5 мм.
Расчет диаметра средней части ремонтного пальца
Во избежание ошибок следует все расчеты проводить на бумаге по формуле:
Дп = Днг - 2Др + 0,01 ,
где :
Дп - диаметр средней части ремонтного шатунного пальца,
Днг - диаметр нижней головки шатуна,
Др - диаметр ролика.
Диаметр крайних частей пальца можно получить добавив 0,01мм к размеру соответствующего участка отбракованных пальцев. Вообще-то говоря, в соединеии палец-щека, должен быть натяг в пределах 0,10 … 0,015 мм, иначе, под нагрузкой, коленвал неизбежно провернётся по этим сопряжениям. Стоит упомянуть о том, что диаметры роликов, пальцев и отверстий в шатунах должны быть соответствено одинаковыми, иначе нарушение балансировки неизбежно. Номинальный диаметр нового ролика 7мм, но его следует все же уточнить.
Для шатунных пальцев подходит любая цементуемая легированная сталь, твёрдость которой после цементации и закалки достигает 57…62HRCэ. Мы используем стали 12ХН3А или 18ХГТ.
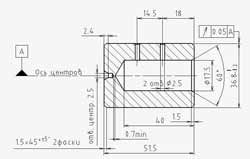
Эскиз для токарной обработки:
Припуск по наружному диаметру в 0,7…0,8 мм необходим для гарантированного отсутствия черноты после шлифовки. Поэтому токарю нужно совершенно однозначно указывать, что наружный диаметр окончательно обработать в центрах !!! Однажды, токарь-"стакановец" выточил нам партию пальцев, так при проверке поверхность пальца била 0,7…0,8 мм. Представляете?! К счастью обошлись без превентивных мер, он осознал и исправил свою оплошность :-)
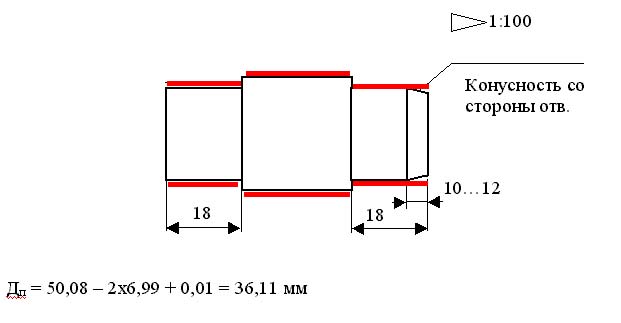
Эскиз под шлифовку :
* Все диаметры на эскизе даны как пример, естественно, к каждому коленвалу нужен индивидуальный подход. Необходимо учесть то, что диаметр ремонтного увеличения пальца ограничивается внутренним диаметром сепаратора. В случае с коленвалом К-750 этот диаметр должен быть не больше 36,9 мм. При получении большего размера самый простой путь - замена шатунов на менее изношенные.
Верхняя головка шатуна
При покупке втулок следует обратить внимание на их цвет. Как правило, красно-коричневый цвет свидетельствует о большом содержании меди в металле втулки , если не вовсе об отсутствии иных, кроме меди, компонентов :-). Мало того, что такие втулки плохо обрабатываются, так как медь очень вязкая, они к тому же и быстро изнашиваются. Наружные фаски на втулках и внутренние в головках шатунов, делаются для того, чтобы при запрессовке не срезался металл с поверхности втулки. Для улучшения фиксации втулок в головках шатунов, по краям отверстий запиливаются узкой стороной надфиля небольшие углубления - замки. На некоторых коленвалах они уже имеются, на некоторых нет. Перед запрессовкой следует смазать наружные поверхности втулок и внутренние поверхности головок какой-либо консистентной смазкой, это значительно облегчает процесс запрессовки и уменьшает вероятность деформации втулок. Втулки ориентируются так, чтобы их стык не попадал на смазочные отверстия и замки. После запрессовки я рекомендую развальцевать втулки с двух сторон шариками из отработавших подшипников диаметром 30…40 мм и зачеканить края втулок не толстым, тупым, зубилом в замки. После этого сверлятся отверстия для смазки. Размеры не привожу, так как на разных коленвалах они отличаются диаметром, расположением и количеством.
Отверстия под поршневые пальцы предварительно обрабатываются раздвижной развёрткой. Чтобы контролировать геометрию и размеры отверстия в процессе обработки, нутромер настраивается на 21.00мм. Развертывание производится до размера 20.97+0,02, пока палец не начнёт закусывать во втулке на глубине 1…1,5 мм. Это позволяет компенсировать огранку отверстия разверткой. Для проявки вершин огранки поршневой палец прогоняется прессом сквозь втулку во взаимно противоположных направлениях. На выступающих участках останутся зеркально блестящие полосы. Они удаляются путём аккуратного соскабливания небольшим остро заточенным шабером треугольного сечения. Тут важно не ,,перебрать,,. Иначе, втулка будет неизбежно прослаблена. После аккуратного соскабливания палец прогоняется еще пару раз и по наличию и величине блестящих пятен определяются места соскабливания. При соответствующей сноровке и опыте на подгонку уходит 15…20 минут или 2…3 операции соскабливания. Подгонка считается законченной, если поршневой палец проходит сквозь втулку без люфта и без заеданий, от нажатия большим пальцем руки.
После окончания процесса развёртывания необходимо проверить параллельность осей вращения пальцев, для этого в шатун вставляются поршневой и шатунный пальцы с роликами и сепараторами. Расстояния, измеренные с левой и правой сторон шатуна, по наружным образующим пальцев, не должны отличаться больше чем на 0,01 мм. Иначе неизбежен односторонний износ поршневой группы.
Самое тщательное внимание необходимо уделить промывке всех обработанных деталей: пальцев, сепараторов, роликов и шатунов, от этого, в значительной мере, зависит долговечность коленвала, ведь абразив, оставленный на поверхностях качения убьет коленвал буквально через несколько часов работы двигателя.
Сборка коленвала.
Перед сборкой нужно скруглить острые кромки на шатунных пальцах, эта мера значительно уменьшает возможность появления задиров в щеках коленвала. Шатунные пальцы и отверстия в средней щеке смазываются консистентной смазкой. Пальцы ориентируются смазочными отверстиями наружу, так как сепаратор, ролики и шатун смазываются маслом, которое проходит через эти отверстия под действием центробежных сил, возникающих при работе двигателя Палец выставляется строго вертикально к щеке, это удобно контролировать при помощи небольшого слесарного угольника в двух взаимно перпендикулярных плоскостях. Слегка запрессовав опять контролировать перпендикулярность, в случае нарушения, положение пальца поправляется лёгкими ударами медного молотка. Если всё в порядке, то палец допрессовывается до упора в плиту. Второй палец прессуется аналогично. Далее одевается сепаратор с роликами, шатун и этот узел вращения смазывается моторным маслом. Шатун должен вращаться мягко и заеданий. Подсобранная щека с шатуном ложится на плиту, смазывается консистентной смазкой свободный конец пальца и соответствующее ему отверстие в наружной щеке. Щека ориентируется симметрично центральной и слегка подпрессовывается. Проверяется параллельность щёк, если все в порядке, щека допрессовывается до размера 51,5±0,5 мм. Допускается выступание пальца за внешнюю поверхность средней щеки не более 0,5 мм. После окончания прессования шатун, естественно, должен вращаться без заеданий. Вторая щека прессуется аналогично. Коленвал собран.

Центровка коленвала.
Для этого необходим биенемерный станок с тремя индикаторами часового типа. В принципе, можно обойтись и двумя: один установлен неподвижно, чтобы показывать расцентровку на так называемом треугольнике, а второй - подвижный, на магнитной стойке, чтобы определять биение на посадочных шейках подшипников (биение определяется как можно ближе к щеке). В первую очередь определяется биение по трём точкам. Две точки - крайние цапфы и одна - на треугольнике(разность взаимно противоположных положений), они покажут как точно спрессован коленвал. Для определения расцентровки по треугольнику необходимо свести шатуны вместе и соединить их ,,технологическим,, пальцем с диаметром на 0,10…0,15 мм меньшим нормального. Обнулить индикатор, с запасом хода 1.5…2 мм, в крайнем верхнем положении, рассоединить шатуны, провернуть коленвал на 180 градусов и вновь, сведя шатуны, прошить их пальцем. Подвести палец под индикатор и определить наибольшее отклонение от "0". Оно, отклонение, может быть направлено как в положительную сторону (стрелка перемещается по часовой стрелке), так и в отрицательную.
 Допуска биения отремонтированного коленвала ( по заводским нормам ): на цапфах не более 0,05 мм., на треугольнике не более 0,15 мм. Обычно, после сборки, биения больше допустимых величин и к тому же точки максимальных биений могут находиться в разных плоскостях. Допуска биения отремонтированного коленвала ( по заводским нормам ): на цапфах не более 0,05 мм., на треугольнике не более 0,15 мм. Обычно, после сборки, биения больше допустимых величин и к тому же точки максимальных биений могут находиться в разных плоскостях. Расцентровка по треугольнику уменьшается проворотом щек в сторону отрицательного отклонения, с помощью ударов медного молотка. Биение посадочных поверхностей подшипников устраняется либо ударами медного молотка, либо прессом, путем нажатия на сторону противоположную наибольшему биению. Расцентровка и биение уменьшаются постепенно, с каждым циклом рихтовки. Если величины биений укладываются в допуски, то ваши мытарства с ремонтом коленвала закончены, если нет, то "опупея" продолжается :-) …
Так что, господа байкеры, как видите, ничего страшного в этом нет. Всего лишь нужно вовремя включать соображалку, иметь терпение, сноровку и внимательность. При каких-либо затруднениях обращайтесь к нам, всегда поможем. При необходимости можем выслать готовый коленвал. Под заказ возможно собрать коленвал с полированными щеками и шатунами. Помимо того, что такой коленвал ,,круто,, выглядит, полировка удаляет концентраторы напряжений (раковины, ямки, заусеницы, резкие перепады диаметров , углы и уступы), а это уменьшает возможность появления трещин в узлах коленвала. Прекрасно себя показали коленвалы К-750 с сепараторами и роликами на 5 мм. от "Урала". Возможна сборка комбинированного коленвала с ходом 78мм и ураловскими шатунами. Разработка новых конструкций и технологий продолжается.
|